Terms and definitions
1. Gas metal arc welding (GMAW) -- An arc welding process in which a consumable base electrode is fed into a weld joint at a controlled rate while a continuous blanket of gas, inert or otherwise, shields the weld zone from contamination by the atmosphere.
(NOTE: Gas metal arc welding is sometimes called MIG welding.)
2. FCAW -- Abbreviation for flux cored arc welding; a form of GMAW performed with a cored consumable electrode (flux inside the wire).
3. Short circuiting transfer (short arc) -- A welding application of the GMAW process where low currents, low voltages, and small diameter wires are used to weld on thin to heavy metal in all positions.
4. Spray transfer (spray arc) -- A welding process performed in GMAW usually done on thicker metal using larger diameter wires and a shielding gas mixture of argon with 1-5% oxygen done in the flat and horizontal positions only.
5. Welding current (amperage) -- Will usually be direct current electrode positive (DCEP) with the welding wire positive (+) and the work negative (-).
6. Welding voltage (arc length) -- The heat generated by the flow of current through the gap between the end of the wire and the workpiece; voltage appears across this gap and varies in the same direction as the length of the arc.
7. Slope -- The slant of the volts versus amps curve, generally referred to as volts change per 100 amps.
8. Slope control -- A control on the power supply that regulates the amount of pinch force available on welding wire, thereby controlling spatter or the pinch effect.
9. Inductance -- Controls the rate of rise of current without controlling the final amount of current available.
(NOTE: In short arc welding, the inductance control will increase or decrease the number of short circuit metal transfers per second, from 20-200 times per second with an average of 100 times per second, increasing or decreasing the arc on time, thereby making the weld puddle more or less fluid.)
10. Stick out -- The distance from the contract tip of the gun to the end of the electrode.
11. Whiskers -- Short lengths of welding wire that feed through the root gap of a grooved joint and extend out from the root of the weld in all directions.
12. Open circuit voltage -- Voltage indicated by volt meter on GMAW power supply when machine is running but not welding.
13. Arc voltage -- Voltage indicated by a volt meter on GMAW power supply when machine is welding.
14. Ferrous -- Any metal containing iron such as mild steel or stainless steel.
15. Non-ferrous -- Any metal that contains no iron such as aluminum or magnesium.
16. Shielding gases -- Gases, inert or otherwise, used to displace the air around the arc to prevent contamination by oxygen, nitrogen, or hydrogen from the atmosphere.
1. Gas metal arc welding (GMAW) -- An arc welding process in which a consumable base electrode is fed into a weld joint at a controlled rate while a continuous blanket of gas, inert or otherwise, shields the weld zone from contamination by the atmosphere.
(NOTE: Gas metal arc welding is sometimes called MIG welding.)
2. FCAW -- Abbreviation for flux cored arc welding; a form of GMAW performed with a cored consumable electrode (flux inside the wire).
3. Short circuiting transfer (short arc) -- A welding application of the GMAW process where low currents, low voltages, and small diameter wires are used to weld on thin to heavy metal in all positions.
4. Spray transfer (spray arc) -- A welding process performed in GMAW usually done on thicker metal using larger diameter wires and a shielding gas mixture of argon with 1-5% oxygen done in the flat and horizontal positions only.
5. Welding current (amperage) -- Will usually be direct current electrode positive (DCEP) with the welding wire positive (+) and the work negative (-).
6. Welding voltage (arc length) -- The heat generated by the flow of current through the gap between the end of the wire and the workpiece; voltage appears across this gap and varies in the same direction as the length of the arc.
7. Slope -- The slant of the volts versus amps curve, generally referred to as volts change per 100 amps.
8. Slope control -- A control on the power supply that regulates the amount of pinch force available on welding wire, thereby controlling spatter or the pinch effect.
9. Inductance -- Controls the rate of rise of current without controlling the final amount of current available.
(NOTE: In short arc welding, the inductance control will increase or decrease the number of short circuit metal transfers per second, from 20-200 times per second with an average of 100 times per second, increasing or decreasing the arc on time, thereby making the weld puddle more or less fluid.)
10. Stick out -- The distance from the contract tip of the gun to the end of the electrode.
11. Whiskers -- Short lengths of welding wire that feed through the root gap of a grooved joint and extend out from the root of the weld in all directions.
12. Open circuit voltage -- Voltage indicated by volt meter on GMAW power supply when machine is running but not welding.
13. Arc voltage -- Voltage indicated by a volt meter on GMAW power supply when machine is welding.
14. Ferrous -- Any metal containing iron such as mild steel or stainless steel.
15. Non-ferrous -- Any metal that contains no iron such as aluminum or magnesium.
16. Shielding gases -- Gases, inert or otherwise, used to displace the air around the arc to prevent contamination by oxygen, nitrogen, or hydrogen from the atmosphere.
Advantages of the GMAW process
- Arc always visible to the welder.
- No slag and a minimum amount of spatter.
- High disposition rate with 95% of the welding wire deposited in the joint.
- Weld metal deposit of low hydrogen quality.
- Wide range of metal thicknesses can be welded without changing wire.
- Excellent for bridging gaps or misaligned joints without burn-through.
- Greatly reduced distortion in gage metal.
- Adaptable to weld most any metal by the selection of correct filler were and shielding gases.
- Adaptable to either automatic or semi-automatic.
|
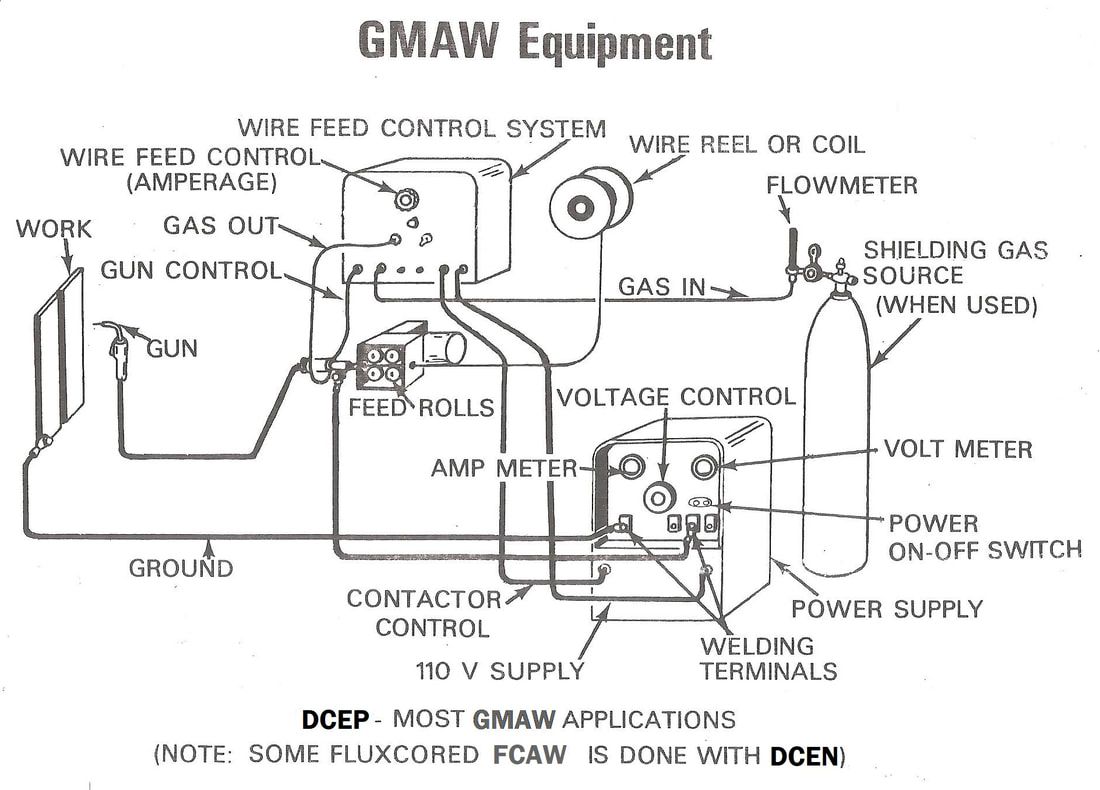
Major parts of GMAW equipment:
|
|
Applications of GMAW process
- Short circuiting (short arc) -- Employs low currents, low voltage, and small diameter wires. (NOTE: The short arc process is the most popular of the GMAW processes.)
- Spray arc -- Uses high current, high voltage, and large diameter wires for application on thicker metals.
- Flux cord wire -- Designed primarily for welding steel. (NOTE: Some self-shielded (gasless) flux cored and solid wire applications utilize DCEP rather than DCEP.)
- Metal to be welded.
- Metal thickness and joint design.
- Metal surface condition.
- Specifications of the job.
- Solid (NOTE: Standard sizes of solid wire are: .023", .035", .045", 1/16", 5/64", 3/32", and 1/8".)
- Flux cored (NOTE: Standard wire sizes: .045", 1/16", 5/64", 3/32", 7/64", 1/8", and 5/32".)
- Argon -- Used to weld aluminum and magnesium.
- Argon - Helium -- Used to weld heavy sections of aluminum.
- Argon - Co2 -- Used to weld mild and stainless steel. (NOTE: One of the more popular mixes for short arc is 75% Argon and 25% Co2.)
- Helium - Argon - Co2 -- Used for mild and stainless steels. (NOTE: Another one of the more popular mixes used in short arc welding contains 90% Helium, 7.5% Argon, and 2.5% Co2.)
- Co2 -- Used for mild steel with short arc and flux cored application
- Argon - Oxygen -- Used for mild, stainless, and alloy steels, and copper alloys. (NOTE: The natur of shielding gases require that GMAW be done where there is no excessive wind or drafts to displace the gas that results in brittle, porous welds.)
|
| ||||
