OXYGEN - ACETYLENE CUTTING/WELDING (OAC) (OAW)
Terms and definitions
1. Flashback—Fire inside torch (CAUTION: This is a very dangerous condition.)
2. Backfire—Momentary burning back of the flame into the tip
3. Flame cutting—A process by which iron or steel is heated to a temperature where it can be rapidly oxidized by high purity oxygen flowing under pressure through a cutting torch
(NOTE: As the metal is oxidized, the preheat flame maintains the temperature necessary to keep the oxidation process going in a narrow zone across the length of the base metal.)
4. Slag box—Metal container with a layer of water or sand to catch hot slag
5. Drag line—Refers to the situation in which the most distant portion of the cutting stream lags behind the stream nearest the cutting tip
6. Kerf—Area where the metal was removed in the form of an oxide during the cutting process
7. Oxide—Term usually applied to rust, corrosion, coating, film, or scale
(NOTE: Oxygen combines with the metal causing oxides.)
8. Oxidizing—Combining oxygen with another substance
Example: A metal is oxidized when the metal is cut
1. Flashback—Fire inside torch (CAUTION: This is a very dangerous condition.)
2. Backfire—Momentary burning back of the flame into the tip
3. Flame cutting—A process by which iron or steel is heated to a temperature where it can be rapidly oxidized by high purity oxygen flowing under pressure through a cutting torch
(NOTE: As the metal is oxidized, the preheat flame maintains the temperature necessary to keep the oxidation process going in a narrow zone across the length of the base metal.)
4. Slag box—Metal container with a layer of water or sand to catch hot slag
5. Drag line—Refers to the situation in which the most distant portion of the cutting stream lags behind the stream nearest the cutting tip
6. Kerf—Area where the metal was removed in the form of an oxide during the cutting process
7. Oxide—Term usually applied to rust, corrosion, coating, film, or scale
(NOTE: Oxygen combines with the metal causing oxides.)
8. Oxidizing—Combining oxygen with another substance
Example: A metal is oxidized when the metal is cut
Oxy-fuel welding (commonly called oxyacetylene welding, oxy welding, or gas welding in the U.S.) and oxy-fuel cutting are processes that use a fuel gas and oxygen to weld and cut metals, Oxygen-acetylene welding was first developed by French engineers in 1903. Pure oxygen, instead of air, is used to increase the flame temperature to allow localized melting of the work material.
Fuel Gas Flame Temp* F Flame Temp* C
Acetylene 5589* 3087*
MAPP 5301* 2927*
Natural gas 4600* 2538*
Propane 4579* 2526*
Propylene 5193* 2867*
Hydrogen 4820* 2660*
Oxy-fuel is one of the oldest welding processes, besides forge welding. Still used in industry, in recent decades it has been less widely utilized in industrial applications as other specifically devised technologies have been adopted. It is still widely used for welding pipes and tubes, as well as repair work. It is also frequently well-suited, and favored, for fabricating some types of metal-based artwork. As well, oxy-fuel has an advantage over electric welding and cutting processes in situations where accessing electricity (e.g., via an extension cord or portable generator) would present difficulties; it is more self-contained, and, hence, often more portable.
In oxy-fuel welding, a welding torch is used to weld metals. Welding metal results when two pieces are heated to a temperature that produces a shared pool of molten metal. The molten pool is generally supplied with additional metal called filler. Filler material depends upon the metals to be welded.
In oxy-fuel cutting, a torch is used to heat metal to its kindling temperature. A stream of oxygen is then trained on the metal, burning it into a metal oxide that flows out of the kerf as slag.
Safety
Oxyacetylene welding/cutting is not difficult, but there are a good number of subtle safety points that should be learned such as:
Fuel Gas Flame Temp* F Flame Temp* C
Acetylene 5589* 3087*
MAPP 5301* 2927*
Natural gas 4600* 2538*
Propane 4579* 2526*
Propylene 5193* 2867*
Hydrogen 4820* 2660*
Oxy-fuel is one of the oldest welding processes, besides forge welding. Still used in industry, in recent decades it has been less widely utilized in industrial applications as other specifically devised technologies have been adopted. It is still widely used for welding pipes and tubes, as well as repair work. It is also frequently well-suited, and favored, for fabricating some types of metal-based artwork. As well, oxy-fuel has an advantage over electric welding and cutting processes in situations where accessing electricity (e.g., via an extension cord or portable generator) would present difficulties; it is more self-contained, and, hence, often more portable.
In oxy-fuel welding, a welding torch is used to weld metals. Welding metal results when two pieces are heated to a temperature that produces a shared pool of molten metal. The molten pool is generally supplied with additional metal called filler. Filler material depends upon the metals to be welded.
In oxy-fuel cutting, a torch is used to heat metal to its kindling temperature. A stream of oxygen is then trained on the metal, burning it into a metal oxide that flows out of the kerf as slag.
Safety
Oxyacetylene welding/cutting is not difficult, but there are a good number of subtle safety points that should be learned such as:
- More than 1/7 the capacity of the cylinder should not be used per hour. This causes the acetone inside the acetylene cylinder to come out of the cylinder and contaminate the hose and possibly the torch.
- Acetylene is dangerous above 1 atm (15 psi) pressure. It is unstable and explosively decomposes.
- Proper ventilation when welding will help to avoid large chemical exposure.
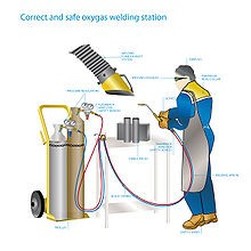
Oxy-gas welding
station
(keep cylinders and hoses away from the flame) |

Gas welding/cutting goggles and safety helmet/welding cap
|
The importance of eye protection
Proper protection such as welding goggles should be worn at all times, including to protect the eyes against glare and flying sparks. Special safety eyewear must be used—both to protect the welder and to provide a clear view through the yellow-orange flare given off by the incandescing flux.
Fuel leakage
Fuel gases that are denser than air (Propane, Propylene, MAPP, Butane, etc...), may collect in low areas if allowed to escape. To avoid an ignition hazard, special care should be taken when using these gases over areas such as basements, sinks, storm drains, etc. In addition, leaking fittings may catch fire during use and pose a risk to personnel as well as property.
Safety with cylinders
When using fuel and oxygen tanks they should be fastened securely upright to a wall or a post or a portable cart. On an oxyacetylene torch system there will be three types of valves, the tank valve, the regulator valve, and the torch valve. There will be a set of these three valves for each gas. An oxygen tank is especially dangerous for the reason that the oxygen cylinders are generally filled to approximately 2200 psi. The regulator converts the high pressure gas to a low pressure stream suitable for welding, and if the tank falls over and its valve strikes something and is knocked off, the tank will effectively become an extremely deadly flying missile propelled by the compressed oxygen, capable of even breaking through a brick wall. For this reason, never move an oxygen tank around without its valve cap screwed in place.
Chemical exposure
A less obvious hazard of welding is exposure to harmful chemicals. Exposure to certain metals, metal oxides, or carbon monoxide can often lead to severe medical conditions. Damaging chemicals can be produced from the fuel, from the work-piece, or from a protective coating on the work-piece. By increasing ventilation around the welding environment, the welders will minimalize exposure to harmful chemicals from any source.
Proper protection such as welding goggles should be worn at all times, including to protect the eyes against glare and flying sparks. Special safety eyewear must be used—both to protect the welder and to provide a clear view through the yellow-orange flare given off by the incandescing flux.
Fuel leakage
Fuel gases that are denser than air (Propane, Propylene, MAPP, Butane, etc...), may collect in low areas if allowed to escape. To avoid an ignition hazard, special care should be taken when using these gases over areas such as basements, sinks, storm drains, etc. In addition, leaking fittings may catch fire during use and pose a risk to personnel as well as property.
Safety with cylinders
When using fuel and oxygen tanks they should be fastened securely upright to a wall or a post or a portable cart. On an oxyacetylene torch system there will be three types of valves, the tank valve, the regulator valve, and the torch valve. There will be a set of these three valves for each gas. An oxygen tank is especially dangerous for the reason that the oxygen cylinders are generally filled to approximately 2200 psi. The regulator converts the high pressure gas to a low pressure stream suitable for welding, and if the tank falls over and its valve strikes something and is knocked off, the tank will effectively become an extremely deadly flying missile propelled by the compressed oxygen, capable of even breaking through a brick wall. For this reason, never move an oxygen tank around without its valve cap screwed in place.
Chemical exposure
A less obvious hazard of welding is exposure to harmful chemicals. Exposure to certain metals, metal oxides, or carbon monoxide can often lead to severe medical conditions. Damaging chemicals can be produced from the fuel, from the work-piece, or from a protective coating on the work-piece. By increasing ventilation around the welding environment, the welders will minimalize exposure to harmful chemicals from any source.
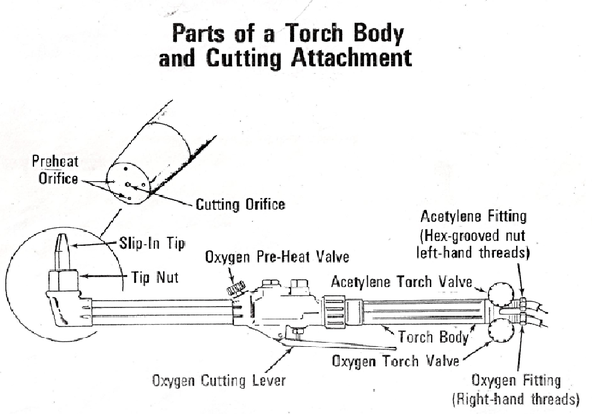
A. Cutting torch
- Oxygen fitting
- Acetylene fitting
- Oxygen torch valve
- Acetylene torch valve
- Torch body
- Oxygen cutting lever
- Oxygen preheat valve
- Tip nut
- Slip-in tip
B. Cutting tip
- Preheat orifice—Heats metal to kindling point (cherry red) of approximately 1600 degrees Fahrenheit
- Cutting orifice—Removes oxidized metal
Reasons for poor cuts:
Causes of Backfire
Results of a backfire
b. Flame may continue to burn in normal manner
Results of flashback
b. Sparks coming from the torch
c. Smoke coming from the torch
Steps to follow in case of flashback
- Insufficient acetylene or oxygen pressure
- Loose cutting tip
- Dirty tip
- Overheating of cutting tip
- Bad O-ring in torch body
Results of a backfire
- Flame burns momentarily back into tip
- A loud snap or pop results
b. Flame may continue to burn in normal manner
Results of flashback
- Fire inside torch
- Disappearance of flame followed by
b. Sparks coming from the torch
c. Smoke coming from the torch
Steps to follow in case of flashback
- Shut down
- Examine unit
- Restart
Resources: Assignments:
|
| ||||
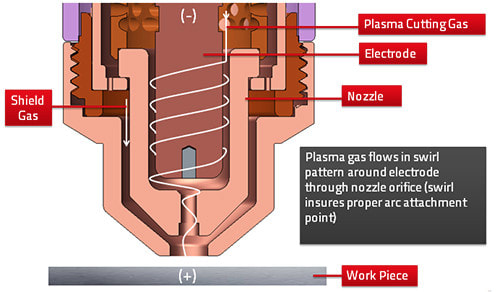
PLASMA ARC CUTTING (PAC)
KEY TERMS https://quizlet.com/join/FFxXpdTfQ
Arc Cutting Ionized Gas Plasma Arc
Arc Plasma Joules Plasma Arc Gouging
Cup Kerf Stack Cutting
Dross Nozzle Standoff Distance
Electrode Setback Nozzle Insulator Water Shroud
Electrode Tip Nozzle Tip Water Table
Heat-Affected Zone Pilot Arc
High-Frequency Alternating Current Plasma
Arc Cutting Ionized Gas Plasma Arc
Arc Plasma Joules Plasma Arc Gouging
Cup Kerf Stack Cutting
Dross Nozzle Standoff Distance
Electrode Setback Nozzle Insulator Water Shroud
Electrode Tip Nozzle Tip Water Table
Heat-Affected Zone Pilot Arc
High-Frequency Alternating Current Plasma
Resources: Assignments:
| Plasma Cutting Tips |
| Intro to Plasma Cam |
CARBON ARC CUTTING (CAC)
KEY TERMS https://quizlet.com/join/FFxXpdTfQ
Abrasives Gouging Solid State Lasers
Air Carbon Arc Cutting (CAC-A) Graphite Synchronized Waveform
Carbon Electrode Laser Beam Cuts (LBC) Washing
Cutting Gas Assist Laser Beam Drilling (LBD) Water Jet Cutting
Delamination Laser Beam Welds (LBW) YAG Laser
Exothermic Gases Monochromatic
Gas Laser Oxygen Lance Cutting
Abrasives Gouging Solid State Lasers
Air Carbon Arc Cutting (CAC-A) Graphite Synchronized Waveform
Carbon Electrode Laser Beam Cuts (LBC) Washing
Cutting Gas Assist Laser Beam Drilling (LBD) Water Jet Cutting
Delamination Laser Beam Welds (LBW) YAG Laser
Exothermic Gases Monochromatic
Gas Laser Oxygen Lance Cutting
Resources: Assignments:
